打开文本图片集
摘 要:电镀生产线的行车控制是生产实现自动化的核心环节,行车控制系统的水平可以反映一个电镀生产线的生产控制水平。但在多镀种电镀生产的需求下,电镀行车系统的控制变得更加复杂,因此有必要对其控制系统进行深入研究。本文设计了一款以西门子PLC为控制核心的电镀生产线自动行车控制系统,并对电机控制环节进行了详细分析,以此阐明PLC在当前电镀生产线行车控制中的应用。
关键词:PLC;电镀生产线;行车控制;电机拖动
电镀就是利用电解原理将一种金属镀到另一种材料表面的生产工艺,电镀要求制件表面的镀层均匀、致密、结合良好。在电镀行业中,电镀锌是一种常见而典型的电镀工艺,因为锌的成本较低,在同等条件下更容易实现高质量电镀,并且具有很好的防腐蚀特性,已广泛应用于各种钢铁件的保护和装饰领域之中。电镀生产线的行车控制是电镀自动化生产的关键技术,具有重要的研究意义。
1.电镀行车工作过程分析
电镀行车是电镀车间的重要生产设备,它负责将待镀产品运送至电镀生产线的相应工位,并控制其运行方式,以完成电镀过程[1]。首先,在电镀生产线的准备工位,工人会把待电镀的钢卷按要求放在上卷小车上,放好之后按下行车控制的启动按钮,行车系统接收到启动信号后会自动运行,并按预定程序逐段前进,每到达一个槽位时,PLC会将当前槽号与程序预设的阳极板开启状态进行对比,如果一致,电镀正常,开始电镀,根据不同产品要求PLC自动控制带钢运行速度,继续向前逐段推进,如此反复,直到完成所有电镀工艺。到达生产线末端后,行车系统会自动穿带下卷,同时发出声光报警信号,提醒工人下卷操作。卸卷完成后,行车系统会自动进行生产,等待上料,开始下一批次的电镀操作。
行车系统中的电机分为转速和转矩两种控制形式,转速可以控制电机的运行,负责运送钢板,转矩控制则可以进行张力控制,负责对现场张力进行调整,转速控制和转矩控制分别采用不同的三相交流变频电机M1、M2等进行运动控制,另外还需要额外增加一些伺服电机M3等进行控制,每个槽位的相应传动侧都安装了一个安全开关,防治行车中发生安全事故。系统对行车运动控制的精度要求十分严格,否则带钢将无法准确的进行电镀[2]。
2.基于PLC的电镀行车控制系统
为了实现电镀锌生产线行车系统的自动控制,本文采用了西门子的S7—400PLC作为系统主控核心单元,负责对整个行车系统的整体控制,PLC与服务器HMI操作画面共同构成了一个网络化、智能化、自动化的行车控制系统。自动化行车要求系统具备较高的通信能力和遠程控制能力,西门子FM458模块由于配有PROFIBUS DP接口,用于连接分布式I/O和传动设备;可通过扩展模块进行模块化组态,用于进行I/O扩展和通讯,用于在SIMATIC S7-400中进行高性能和可自由组态的控制任务,大增加了通信距离,在控制了成本的条件下,也很好地满足控制和通信要求。
2.1.总结控制方案设计
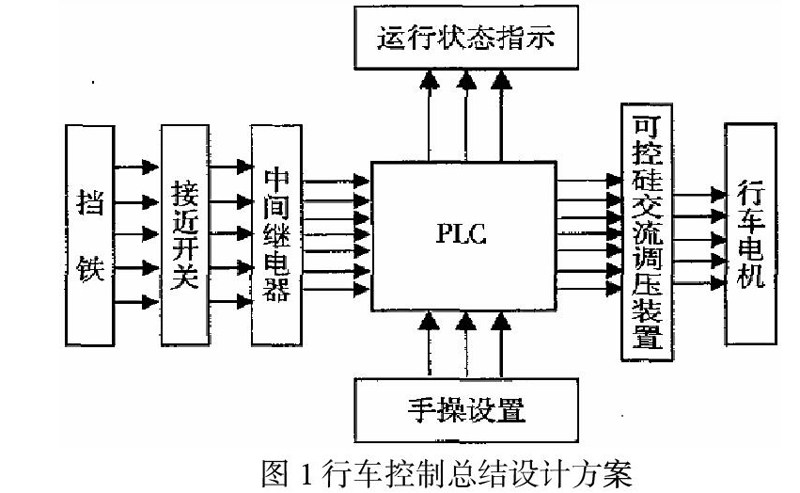
本文设计的PLC电镀行车控制系统以PLC为主控核心,以行车电机、变频器装置、中间继电器、接近开头、安全系统等外围设备组成,在PLC的控制下共同完成行车的自动控制,同时具备手操设置功能,可以进行参数控制与修改,自动控制与手动控制模式的切换。其总体结构如图1所示。
在本系统中,PLC是整个系统的控制核心,负责对所有外围设备进行统一的调度与协调,可以对各限位开关的状态进行实时采集,实现对行车的启动、运行与停止控制。限位开关的功能由接近开关和挡铁共同实现,挡铁安装在各个电镀槽的行走方向的传动侧,接近开关随着行车向前移动,当运动到某个电镀槽某位置时,由于挡铁的存在,接近开关会感应到一个信号脉冲,该信号被PLC采集之后,如果程序中已预定了在该位置电镀锌,则会控制继电器吸附,行车进入电镀槽内,执行电镀操作。同时PLC内部执行循环控制,当带钢经过第一个电镀槽后,行车控制电机继续启动,继续将带钢运送至下一个电镀槽工位,如此反复,直到到达最后的第十八个电镀工位。考虑到电机在启动初期、电镀前期以及运行电镀中期对行车速度有不同的控制要求,这就需要对电机的转速和转向进行控制,因此本文采用了可控硅器件完成对电机的调整控制。在整个电镀过程中,行车系统的位置和电镀状态都会被实时发送到服务器HMI操作画面上,并由值班人员实时监控系统运行情况。
2.2.交流电机调速方案设计
电机是行车的驱动机构,因此对行车的控制实际上就是对电机的控制,因此电机控制是整个行车控制系统的重要组成部分。本文设计的行车控制系统一共有M1、M2、M3三个系列电机,采用交流电三相拖动,分别用于控制行车的速度、带钢张力和伺服运动,电机的正转和反转可以实现左和右、前和后、升和降的方向切换。电机的控制充分应用了可控硅器件可高性能和高稳定性特定,使电机的控制更加方便快捷。左右调节伺服电机M3系列受KM1和KM2两个系列接触器控制,前后运动电机M1系列受KM3和KM4两个系列接触器控制,张力调节电机M2系列受KM5和KM6两个系列接触器控制。
在提升电机精准控制方面,本文也采用了一些有效措施,例如额外增加了三个系列接触器(KM7-KM9)专门用于电机的能耗制动,同时配合磁铁抱闸制动机制,如果在行车正常运行过程中由于某种原因导致升速电机突然失电,此时抱闸制动系统会快速响应,防止带钢在电镀槽内断开而引发事故,显然这些措施使电机在前进、升降和停止运作更加及时,更加安全;另外还在各镀槽传动侧位置安装了行程开关(SQ1-SQ14),使带钢的位置可以实现足够精度的位置控制。
电机调速的实现关键在于可控硅的控制,在本文电机控制系统中,本文将一个三相反并联晶闸管串入了电机转子回路,一旦晶闸管的导通角发生变化,定子电压将迅速跟随这种变化趋势,使电机的转速得以改变。为了避免电机因电源不稳而造成转速不均匀,系统中还采用了相位锁定环对可控硅进行了调节,缓冲电源波动的不利影响。同时,为了适应生产线中的一次待镀钢板规格和重量的不同,系统还充分利用了可控硅触发动态时间和振幅瞬变削波电路来动态调整其带负载能力,使其对于不同类型的电镀生产线和电镀钢板都有着灵活的适用性。
3.结语
电镀在钢铁生产中有着重要的地位,是钢铁产品实现高效应用、延长寿命的重要保证。随着我国钢铁用量不断增大,电镀工艺也将迎来新的发展机遇,而行车控制作为电镀生产线实现自动化生产的核心,也将受到业内人士的高度关注。
参考文献:
[1]明鑫,韦忠善,卢丹萍.嵌入式电镀行车控制系统的设计与实现[J].电镀与环保,2016,36(1):48-50.
[2]刘永拓,董闯,姚乐.基于PLC的电镀行车控制系统设计[J].中国机械,2014(15):72-72.
作者简介:
王良笑(1991-)女,汉族,山东省济南市,本钢浦项冷轧薄板有限责任公司,助理工程师,主要从事工作:电镀锌生产线点检员.